Mind the gap.
With the block painted up and absolutely begging to have new parts thrown at it, I started out measuring the ring gaps on the Allmakes replacement pistons. These seem nicely made and seem to be of excellent quality as best I can tell.
The top compression ring on each cylinder required a little fettling with the ring filer and a small fine-cut jewellers file to get the gap up to the 0.40mm-0.65mm spec, as they were all around 0.33mm. I got them all to 0.432mm. The second compression ring gaps were all 0.381mm straight out of the box and were perfectly in the requisite 0.30mm-0.50mm range. I left the oil control rings largely alone, except for the one on Piston #2, which I very expertly snapped in half. I've ordered another ring set today.

In the end, it didn't matter much anyway as after methodically checking the conrod end float (all perfect) and clearance on the journals (also perfect), the last item on my checklist was to check for warping of the big-end cap. This is done by torquing down the fasteners, releasing one side and testing for any opening of the mating faces with a feeler gauge as per the manual.
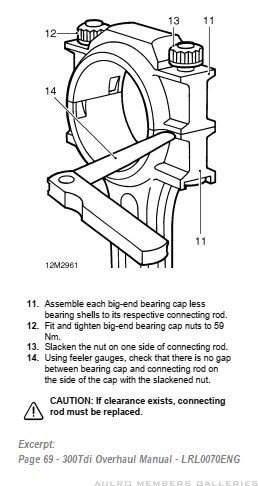
As you can see, I don't need a feeler gauge to tell me that this con-rod is gone-rod.  All four were like this, and as such are destined to join their now-undersized piston friends in the bin. For the sake of curiosity, I did measure the gaps and they were between 0.076mm and 0.152mm, which is a little more than the zero mm it should be.
All four were like this, and as such are destined to join their now-undersized piston friends in the bin. For the sake of curiosity, I did measure the gaps and they were between 0.076mm and 0.152mm, which is a little more than the zero mm it should be.

Of course this was the last thing I checked, having got all set up to build some pistons onto them.

For those interested, Here's some shots of the plastigauge in action. I hadn't used this before, and whilst I appreciate that it is not super accurate, for gross error detection and confirmation of the more accurate measurements done by the machine shop, it's quite handy.


As you can see, the big-end bearing to journal clearance is neatly within the 0.025mm - 0.075mm tolerance.
[B][I]Andrew[/I][/B]
[COLOR="YellowGreen"][U]1958 Series II SWB - "Gus"[/U][/COLOR]
[COLOR="DarkGreen"][U]1965 Series IIA Ambulance 113-896 - "Ambrose"[/U][/COLOR]
[COLOR="#DAA520"][U]1981 Mercedes 300D[/U][/COLOR]
[U]1995 Defender 110[/U]
[SIGPIC][/SIGPIC]




 Reply With Quote
Reply With Quote














{kind=link}
Bookmarks